

Vi har turneret en masse carbonfiberhjulfabrikker, og de fleste har deres hemmelige sauce. Men de fleste bruger også meget lignende metoder til at skære kulstofarkene i former, lægge dem op og forme dem i et hjul.
Så det var ganske forfriskende at se, hvordan Forge+Bond gør deres hjul. Ja, de starter med et andet materiale-nylon-infunderet kulfiber-men det er kun begyndelsen. Fra at skære til opstilling til samling er hele deres proces i modsætning til noget, vi har set før. Og det hele er gjort lige her i USA!
Sådan gør Forge+Bond deres genanvendelige carbonfibervej, grus og mountainbike -fælge …
Video Factory Tour
Hvis TL; DR er din stil, har videoen ovenfor deres administrerende direktør, der styrer os gennem fabrikken og processen. Hvis du foretrækker billeder og ord, eller bare vil se flere detaljer, her er historien …

Forge+Bonds fabrik er gemt væk i en lille by kaldet Gunnison, UT. Det er tæt på intet, og deres kantproduktion er spredt over to bygninger, hvor de også fremstiller dele til UTV'er og tidligere luftfartsindustrien. De fremstiller også forskellige dele til andre udendørs mærker samt producerer fælge til Trek/Bontrager og Chris King.
Skæring og layup
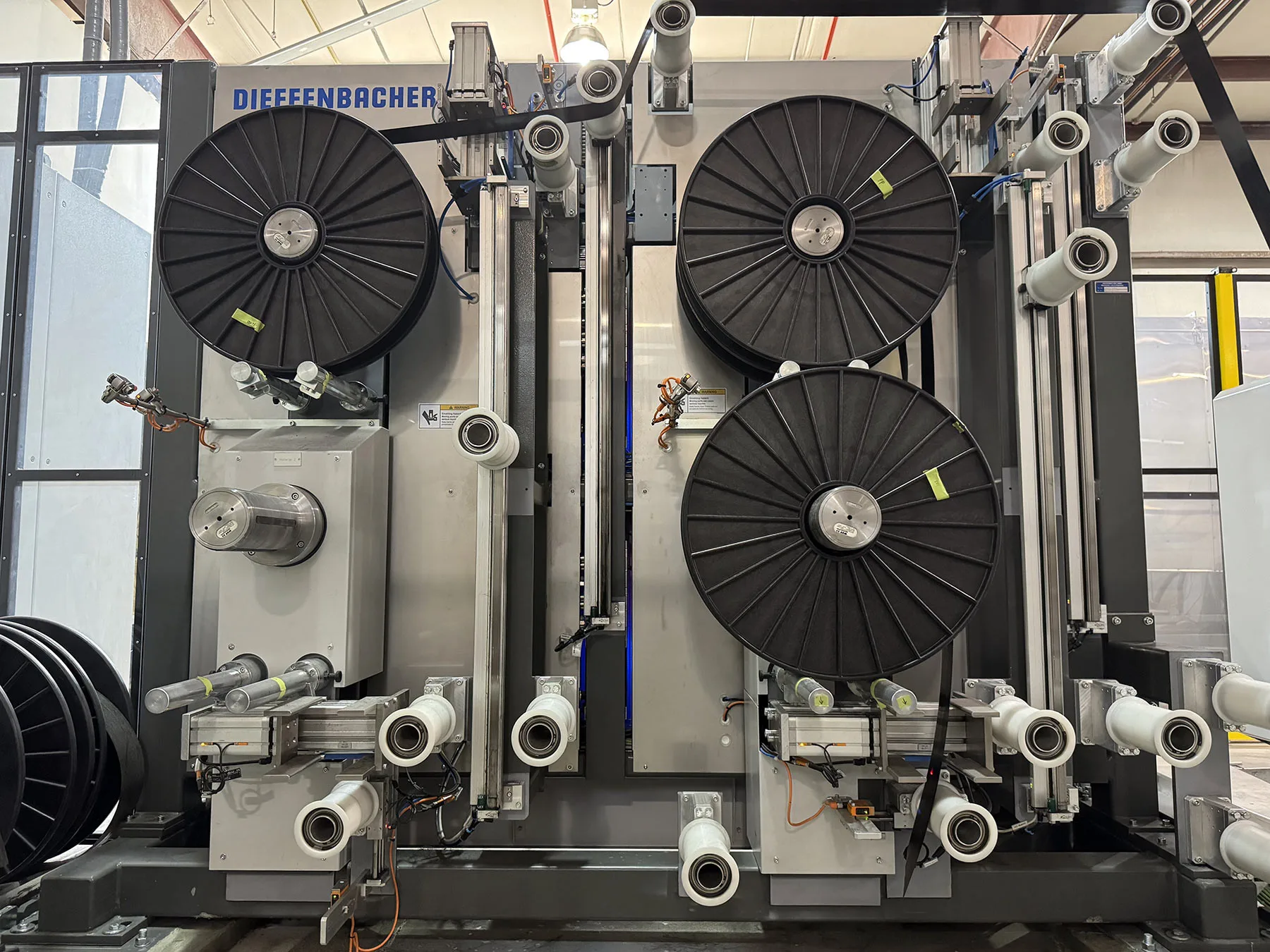
I modsætning til typiske epoxy-imprægnerede kulfiber, der kommer på store, brede ruller, der skal opbevares i en fryser for at forhindre, at harpiksen hærdes, kommer Forge+Bonds nyloninfunderede præ-preg på spoler og kan holdes på ubestemt tid ved stuetemperatur.
De er indlæst på en Dieffenbacher Fiber Forge …

… og båndet med kulfiber løber gennem denne skærer. Et roterende hoved kan skære det i enhver vinkel fra +45º til -45º.
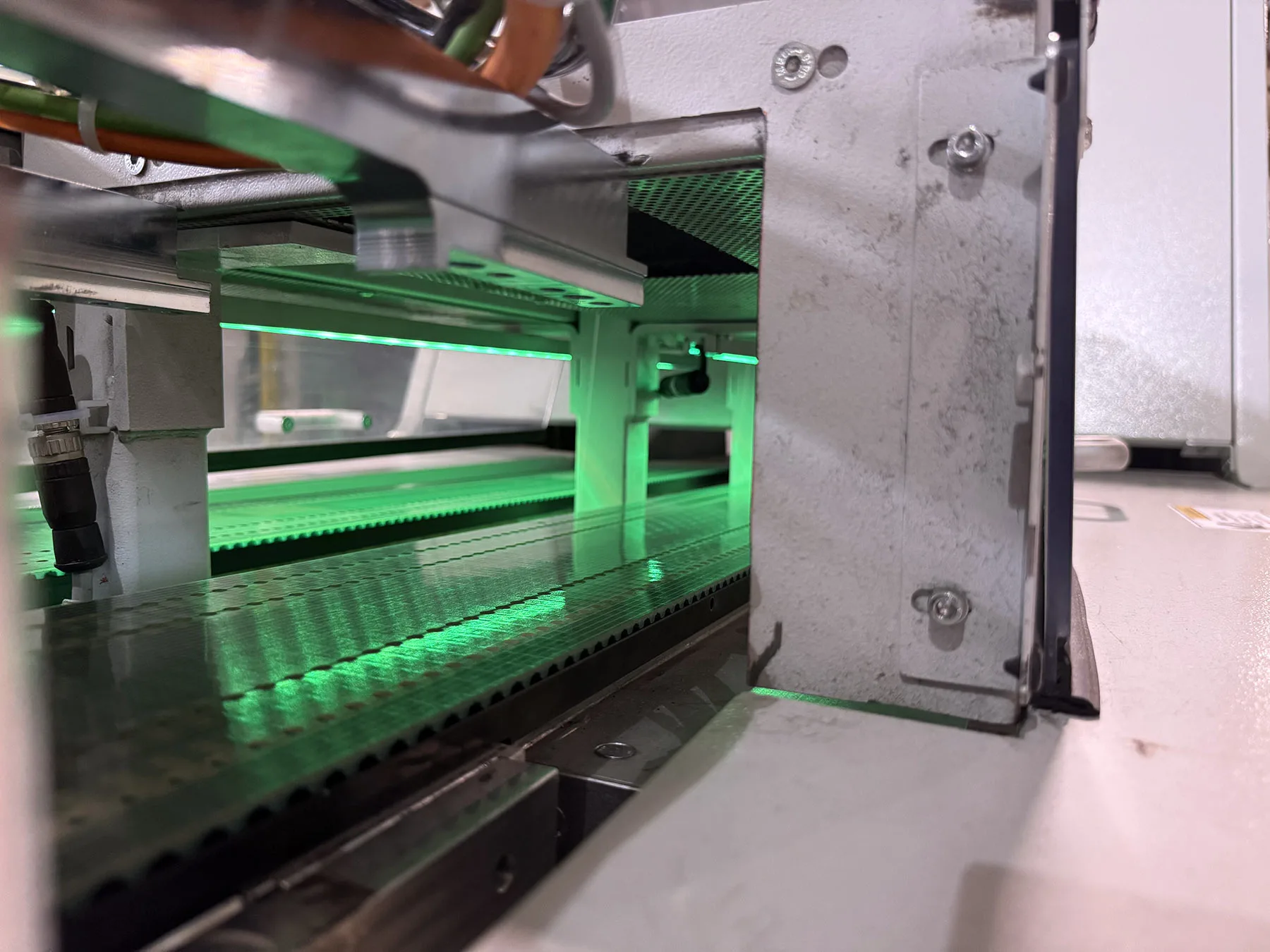
Derefter løber det gennem denne tunnel på et vakuum-susteret bælte for at holde stykker på plads, når det skyder dem ind i …

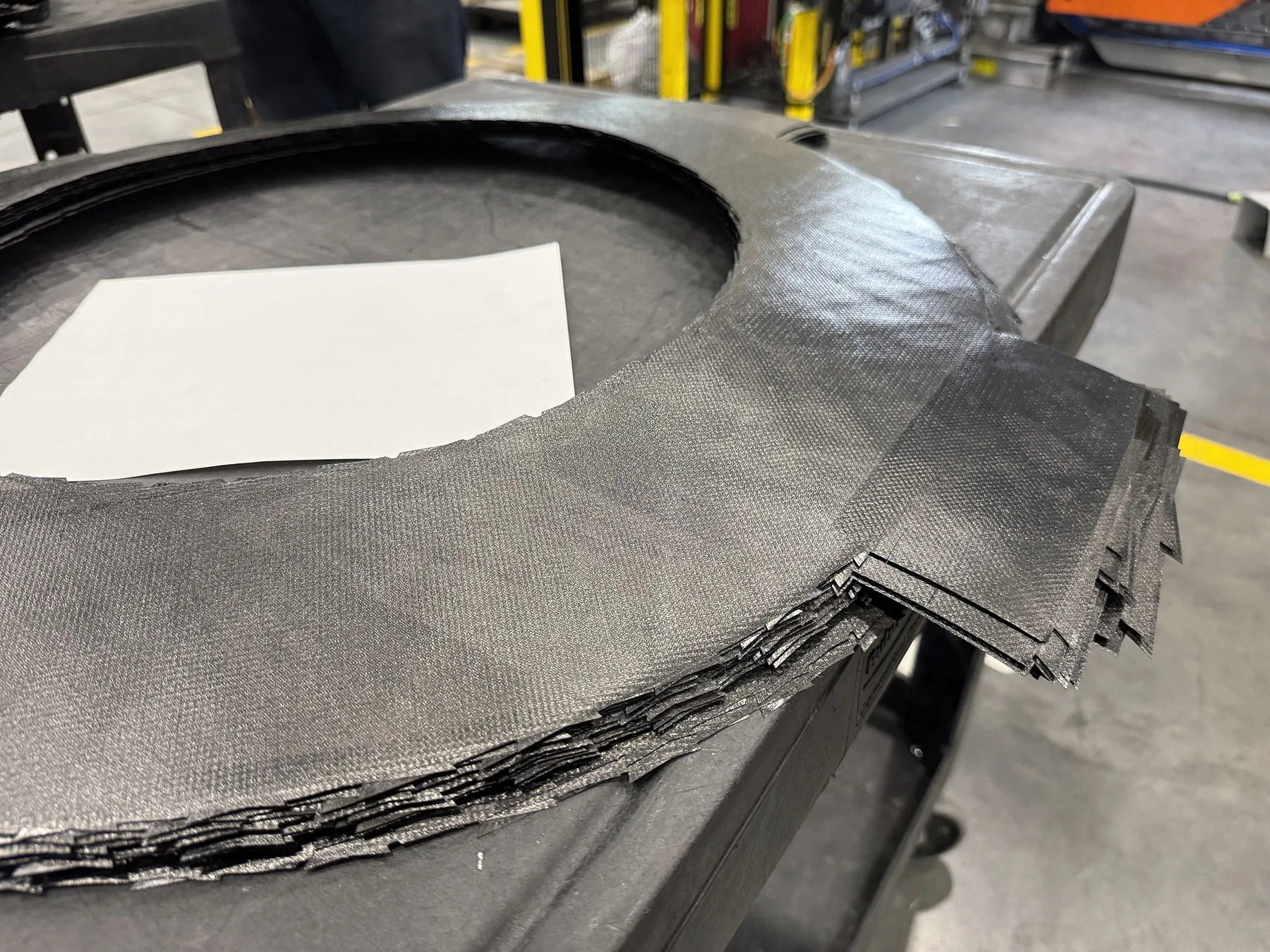
… Layup -maskinen. Denne gigantiske runde metalbord trækker et vakuum for at holde det første lag på plads. Efterfølgende lag lægges over det og svejses ultralyd til laget nedenunder. Det bliver ved med at blive lagdelt i forskellige vinkler, indtil det producerer dette:

Dette blanke er en sidevæg af en kant (en 37 mm dyb vejkant, hvis hukommelsen tjener).

Bemærk de individuelle “kort” af kulfiber. Hvert lag skæres i forskellige vinkler for at skabe den ønskede stivhed, flex og rideegenskaber. Det lille indrykk er den ultralydsvejs, der tackler lagene på plads.
Og dette er en af de største forskelle i Forge+Bonds konstruktionsmetode. Mens mange kulstoffælge bruger langsgående ark til at skabe store paneler med kulfiber, lader F+B's mindre stykker dem vinkle fibrene for en meget mere konsekvent ride -kvalitet hele vejen rundt om kanten. Næsten enhver fiber er i den optimale vinkel for at modstå påvirkninger eller håndtere stivhed og overholdelse på det nøjagtige sted, hvor den ruller over jorden.
Konsolidering og samling

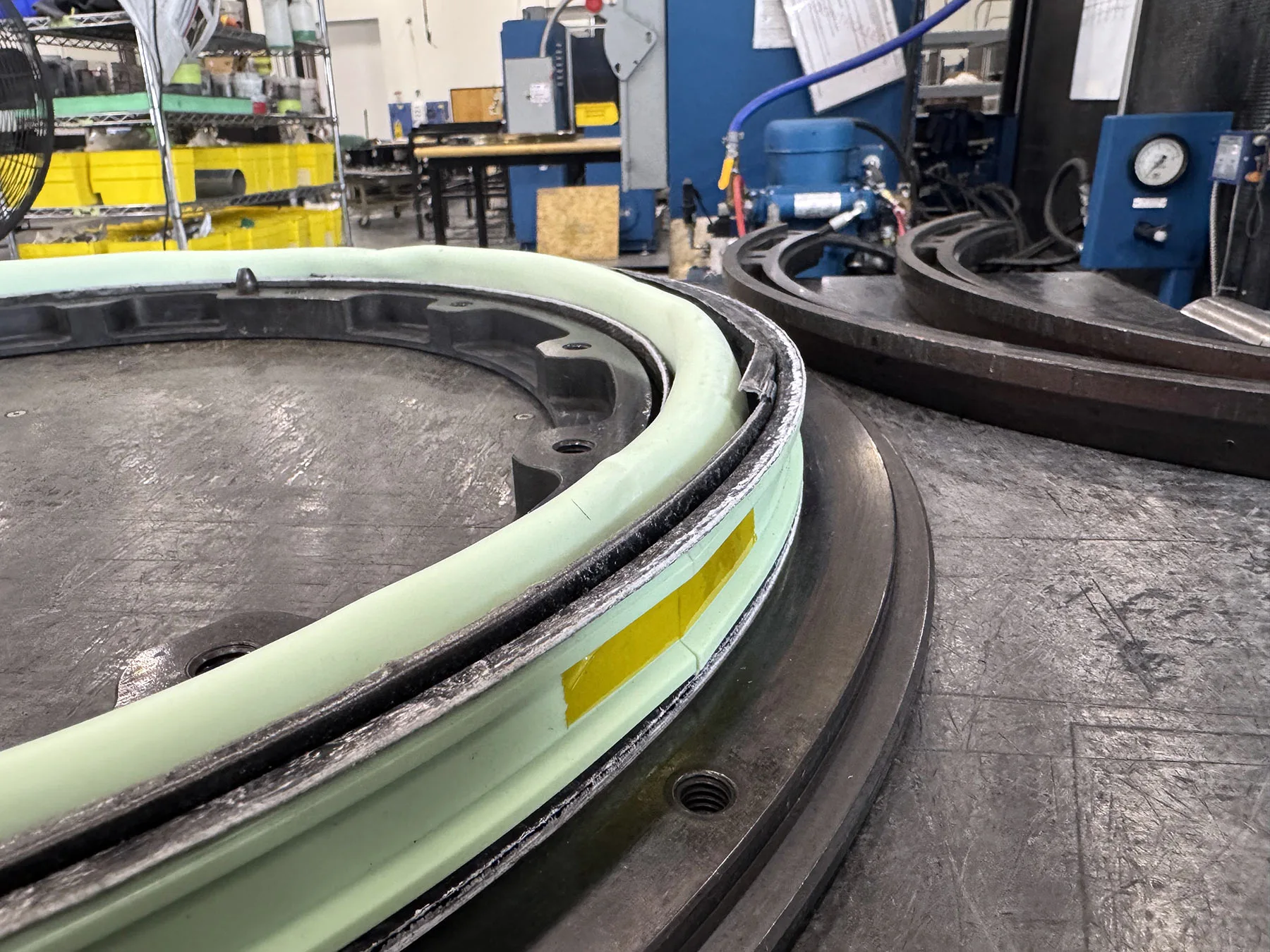
Denne kedelige udseende maskine er konsolidatoren. De løse kantafsnit går ind, et vakuum trækkes for at flade det mod glasset, derefter svinger patronen (gul del & låg) til højre, hvor det opvarmes i kun 45 sekunder. Det smelter den termoplastiske lige nok til at … vent på det … konsolidere delen i et enkelt stykke.
Derefter drejes rundt igen og afkøler det på cirka 90 sekunder, drejer derefter ud, åbnes op, og delene er kølige nok til bare at gribe og fjerne.
Resultatet er en flad del i ét stykke (en sidevæg, i dette tilfælde), der er klar til at blive formet:

Den store orange presse bagpå er, hvor de flade, konsoliderede emner bliver presset ind i formen på sidevæggen. De fire faner stikker ud? Det er sådan, de klemmer det i pressen, som derefter trækker dem tilbage til et varmekammer for at varme og blødgøre dem, også i cirka 45 sekunder, så glider de under pressen og moses i form.
Selve pressen er ikke opvarmet, den er bare at trykke på det bløde, varme kulstof i en form. Det holder det der lige længe nok til, at det kan afkøle og hærde (ca. yderligere 90 sekunder), derefter glider det ud, og delen fjernes.

Tænk på det som par-koging af en kartoffel for at spare tid senere … sidevæggene holder nu deres form, så de kan samles i den sidste form med de andre dele, men de er ikke fuldt bagt endnu.

Kanterne er stadig uslebne, så disse går nu til vandstråler for at blive trimmet i den endelige form, der passer ind i formen.
Skæringen bruger kun vand. Der er ikke tilsat yderligere medium (slibemateriale) til vandet, så skrotet forbliver rent og går lige ind i en papirkurv:

Fordi det bruger termoplastisk (fancy nylon) snarere end en epoxyharpiks, kan skrotmaterialet hugges op og genformes til andre genstande.
Vi har set dækhåndtag lavet af dem, men Forge+Bond bruger også materialet til at fremstille større genstande til andre brancher, hvor en kontinuerlig fiber ikke er påkrævet.

Rimbedet er støbt med tre sektioner som et enkelt stykke …

… Skær derefter ud og flyttet sammen med sidevæggene til støbningsområdet.

Sidevæggene …

… Og kanalkanaler i Rim er i kø …

… derefter lagt i forme.
Silikone blærer er lagt i kantbedet for at forme dækets perelsæde og indre sidevæg. En oppustelig blære bruges under fælgen, mellem sidevæggene, til at skabe hulrummet, der giver en kant af sin form og struktur.
Når den er samlet, placeres den øverste halvdel af formen (med den anden sidevæg i den) på toppen, den er boltet sammen og koblet derefter op til en luftslange for at trykke på blærerne. Dette lufttryk skubber kulfiberen mod den hårde metalforme for at komprimere den og presse enhver luft og overskydende termoplastisk harpiks.

Hver kant går ind i varmepressen til venstre, hvor den opvarmes til en proprietær temperatur for en proprietær (men overraskende kort) mængde tid. Selve pressen lægger ikke noget pres på det, det hele håndteres af lufttrykket inde i formen – det giver kun varmen til at smelte harpiksen og omdanne de forskellige dele til en enkelt kant.
Når den er opvarmet, gled det over til højre og går i en kølepresse. Dette bringer temperaturen tilbage, og timingen og afkølingshastigheden er en anden proprietær del af deres proces. De siger, at kontrol af alle disse faktorer er det, der skaber en stærk kant med de rigtige rideegenskaber.

De sidste trin trimmer den blinkende (overskydende harpiks, der er presset ud) og bygger dem til hjul. For mærker som Chris King, der bygger deres egne hjul i huset, anvendes mærkaterne, og derefter sendes de til Oregon.
Det bemærkelsesværdige er den manglende yderligere efterbehandling, der kræves. Der er ingen slibning, fyldning eller maleri. Fælgerne kommer ud af formene perfekte, med kun den blinkende, der var nødvendig for at blive plukket og slibet af. De gennemgår naturligvis alle kvalitetskontrol, men det betyder, at der ikke er noget kulstofstøv, der flyver rundt eller ekstra arbejde, der kræves for at få fælge klar til at gå.

Det eneste yderligere efterbehandlingsarbejde, der kræves, er at bore talte og ventilhuller (udført inde i en lukket maskine) og lappe hullet, hvor det indre silikonrør trækkes ud. Et termoplastisk kulstofpanel, der matcher formen på kantbedet, er bundet på plads, så er de klar til at blive bygget.
Niveauet for automatisering i at skære, lægge op og forberede fælge er virkelig unikt og tilbyder sandsynligvis et forbedret niveau af konsistens og finishkvalitet. Samlet set kom vi væk virkelig imponeret og ser frem til at ride på vores eget sæt i den nærmeste fremtid.
Forgandbond.com